みなさまご無沙汰しております、ここ40日ほど、NEXT5 共同醸造酒の酒母を仕込んでいました。
私が酒母担当でしたので、もちろん「生酛」づくりです。「ゆきの美人」では、「生酛」は初めてとなりますので、一発で成功するかどうか、リスキーな賭けではありましたが、とにかくやってみました。
まずは手慣れた新政式でやらせていただきました!
私は、現在、櫂棒での酛スリを行いません。私が参考にしている文献は、江戸の初期の頃のもので、そこに記されている技術は、まだ酛スリが生まれる前のものです(酛スリは江戸の後期に、灘で発明された局地的な合理化技術ではないかと考えています)。
江戸初期の手法(童蒙酒造記や寒酛造様極意伝)によると、米と米麹をたくさんの小さな半切りに分け入れて、そのまま7〜20日も手や用具で混ぜ合わせ、完全に溶けて発酵がはじまりそうになってから、酒母容器にまとめます。酛すりらしきものも、いわゆる暖気入れというものもない。工程から内容成分を推測するに、江戸の後半に完成された現代の生酛よりも、完璧ではないけれども、酛スリについてはいくつか疑問があったので、酛スリなしバージョンにトライすることになりました。
実際、私がそれをやってみたところ、すごく時間がかかるものの、酛スリを行うよりも、米がよく溶けて糖化率が上がりました。酛スリするよりも一週間以上、酒母期間が長くなりますが、質を取るならこっちだなと思った次第です。(ただ、暖気入れのみまだ必要な感じです)
そもそも「櫂で潰すな麹で溶かせ」というのは清酒業界で言われていることです。潰すと糊になって糖化が阻害されるのです。なのになぜ酛スリだけはほっておかれているのか不思議でしたが、これは様々な前提条件が必要な高い職人技、勘の世界であると同時に、製造期間を短縮するための「トレードオフ」的な技術だったのだろうと思っています。(理論的には、米を潰さないで麹のみをうまく潰すせば糖化は阻害されず幾分は早まるでしょう。だから酛スリには本来、力はさほどいらないはずですが、そこらへんの勘所が文書にも残されてないので、誤解されているような気がします)
ともあれ、江戸初期はずっと半切りに入れっぱなしで、1日に2〜3回表面がカビないようにかき混ぜていたわけです。しかし、いまどき半切りに入れっぱなしでは衛生面で心配があるので、私は食品用のポリ袋に入れることにしました。もともと精米したあとの米などを入れておく袋です。これで衛生面では格段にアップしました。

こうして7〜10日もたつと、特になにもせずとも、袋をひっくり返したり、時々揉んでやるだけで、米は麹の力で、どろどろになります。この頃は、硝酸還元菌という菌が働き出して、亜硝酸反応という殺菌効果が酒母の中に生まれ始めるときでもあります。亜硝酸反応が出たら、さらに衛生度も上がるので、晴れて酒母容器に入れる(酛寄せ)ことができます。
↓酛寄せ後は、こんな感じです。まだ表面が乾きがちなので、乾かないようにポリ袋を切ったのを上に貼っていますね。水を徹底的に少なく仕込んで、野生酵母や雑菌を押さえ込んでいるのですが、逆に表面の空気に触れている部分は、カビには弱いのです。カビは、人体に悪すぎる物質を産生するので何がなんでも避けなくてはなりません。

これ以降は、暖気といって、熱湯の入った筒を挿しては、氷で冷やして—–を繰り返します。微生物の活性を抑えたまま、麹の酵素で米を溶かしていきます。酵素はすぐに熱に反応して米を溶かしてくれます。次に微生物(残存している野生酵母など)が温まり活動し始める前に冷やしてしまうのです。これを繰り返して、糖分を集積します。糖分が高くなるほど、亜硝酸反応と相乗効果で、衛生度が上がってゆきき、野生酵母をはじめ雑菌類はどんどん滅亡してゆきます。
しかし、この過酷な状況でも、亜硝酸と濃糖に強い乳酸菌たちは辛抱強く増えてきます。6〜8度では乳酸菌(球菌)が、8〜10度では、杖型の乳酸菌(桿菌)が相次いで増殖します。徐々に温度をスライドして、桿菌に遷移するようにします。
球菌は低温発酵力がありますが、質が悪い酸を出すので、早く主役を譲ってもらう必要があります。これら球菌は、ブドウ糖を食べて、乳酸以外の良くない酸(酢酸や酪酸)を作ったりしてしまいます。これは、次に生える乳酸桿菌のために栄養素を用意する役割なのです。乳酸桿菌はある程度栄養成分が整ってからでないと出てこないのです。乳酸桿菌がうまく増えてくれればしめたもので、これはブドウ糖を100%乳酸に変換するので、主役となるべき望ましい菌です。
*ところで、亜硝酸反応がでないと、球菌から桿菌への遷移が起こりにくいので、上等な生酛にはならないようです—-。一時期私は亜硝酸反応なしでもいけるのではと考えていました。確かに生酛はできますが、劣ったものになるように現在では理解しています。
*亜硝酸反応は、水に硝酸成分が含まれていないと、起こりにくいのです。このため生酛仕込みは、いろいろな成分を含有する硬水のほうが有利です。大正時代からは、軟水でも良い生酛をつくるため「硝酸カリ」というミネラル剤を投入して亜硝酸反応を起こさせることが推奨されましたが、むろん天然の硬水でやるのが最上ですから当蔵ではそうしてます。一昨年前のシーズンに軟水から硬水へと思い切って仕込み水を変えたくらいなのです。
なお、乳酸球菌・桿菌、どちらの菌も、麹室の木製の製麹資材に住んでいるか、あるいは麹を触った人の手についていたものです。(乳酸菌は空気感染しません。つねに物理的接触でうつります)。私は、これら生酛の乳酸菌、特に後者の桿菌(ラクトバチルス・サケイ)など栄養要求性が高い乳酸菌は人体常在菌だと思ってます。実際、麹担当者が変わると、生酛の味や香りが変わってしまいます。このあたりは、まさに日本酒が自然と人間の双方が影響しあって作り出すものと言えるような気がします。
↓以下は、暖気入れにより米が溶かされ、また乳酸菌が増殖発育して、どろどろになった生酛です。酸度はワイン並。糖分はジャム並です。

このように、きちんとラクトバチルス・サケイという乳酸桿菌がやってきて、余計な雑菌が立ち上がってこなければ、ヤクルトか濃いカルピスのような香りになります。この段階(亜硝酸反応が継続していて、酸度が5程度、糖分が25%という強烈に甘酸っぱい溶液)で顕微鏡を覗いてみると、確認できる生命体は乳酸桿菌だけになっています。とてつもなく衛生的な液体になっているということです。
そのうち亜硝酸反応は消えてしまうのですが、そのタイミングで培養しておいた酵母を添加します。
以下は、培養した酵母をよく振って混ぜている小林忠彦社長です。

酵母を添加した直後が以下の写真です。
なお、今回使用した酵母は、秋田県が開発した「秋田県酵母NO.12」というものです。小林忠彦社長が酒造組合の技術委員会長として選抜したものです。「白瀑」の<黒山本>は、常に100%この酵母を用いていますので、日本酒ファンなら特徴がわかるのではないでしょうか? 特徴的な酸味が魅力の酵母ですね。
*この酵母の来歴としては、「きょうかい14号(金沢酵母)」の生みの親で金沢局鑑定官室長であった故・池見元宏先生のライブラリから発見されたということです。池見先生は、金沢局の後、秋田醸造試験場長に着任されたから秋田にはその形見がマイナス80度の冷凍庫に残されているのですね。私にとっては、この秋田県酵母no.12は、その来歴からも「裏きょうかい14号」のようなイメージがあります。

酵母添加してからは、バンバン温度を上げていき、酵母をすみやかに増やします。
亜硝酸反応が消えかけた瞬間に添加されたおかげで、もはや生酛の中には、酵母を邪魔するものはありません。雑菌、特に野生酵母などは亜硝酸で淘汰されています。清酒酵母は糖分にも酸にも強いので、どんどん増えます。温度が上がると乳酸桿菌も一緒に増えますが、そのうち清酒酵母がアルコールを生産し始めると、乳酸桿菌は弱っていきます。そしてアルコールが10%くらいになると、乳酸桿菌は死んでしまいます。
こうして、生酛の完成間際には、生酛の内部には、添加した清酒酵母より他の菌は一切存在しなくなるのです。微生物の生体反応を利用して、複数種類の微生物の連続的な遷移を誘発させ、最終的に清酒酵母を純粋培養するというたいへん珍しい技術がここにあります。
*本当は、味の面をさほど気にしないのであれば、培養酵母を利用しないで「酵母無添加」で生酛を完結できればいいのですが、これがまた最難関に難しいです。当蔵は今年3回やって、ラストの一回で成功しました、これは頒布会の酒になる予定です。のちほどレポートします。

↓これが完成間近の生酛です。非常によく溶けています。見た目、当蔵の生酛よりなんかスッキリと綺麗な感じです。香りもよく、この上なく良い出来となりました。

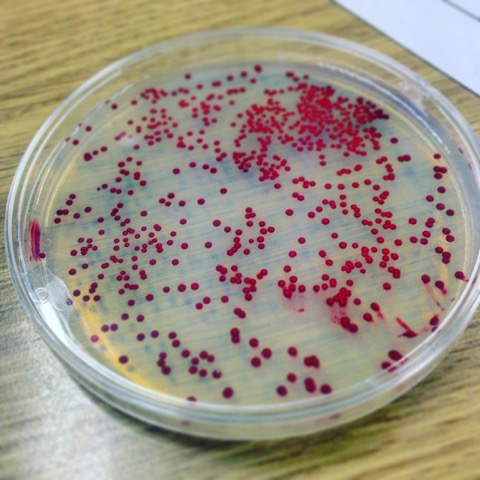
使用前に酵母の検査をしてみました。
シャーレに酒母を撒いて、生えてきたのはすべて酵母。乳酸菌の類はみられません。しかも、清酒酵母を赤く染める検査液を使用してチェックすると、100%清酒酵母だと判定が出ました。つまり、酵母添加時点では確かに一匹も野生酵母はいなかったということです。
*ここまで純度が高い酒母は、生酛系以外にありえません。なぜなら、速醸酒母では亜硝酸反応が起こらないので、麹から持ち込まれる野生酵母は淘汰できないからです。熱で殺菌する高温糖化酒母もたいへん酵母純度が高いですが、急冷の際に汚染しやすいのが難点です。
また、念には念を入れて乳酸菌の試験も行いました。もし、なんらかの乳酸菌が淘汰されないで生酛の中に残っていると、後々、もろみの仕込み後で立ち上がってきたりするかもしれません。それはやっかいなことになります。栄養が酒母ほど多くないもろみの中では、酵母と栄養を取り合ってしまって、酵母を打ち負かしてしまうこともありえるからです。
また乳酸菌の中には、アルコール10%程度では容易に生きながらえるものもいっぱいおります。アルコール20%でも楽に生存するものもいるのです。衛生度の高い環境で作られた完璧な生酛であれば滅多にそういう乳酸菌は現れないのですが、環境が悪かったり手際が悪かったりするとタチの悪い乳酸菌が現れることもあります。そうなると、ぬかっぽい臭いがするような、あからさまに野暮ったい酒になったりします。
*こうした危険な乳酸菌は、「腐造生乳酸菌」や「火落菌」と呼ばれています。もろみの中でずっと生きていて異臭を発生し、酒を搾ったあとも酒の中に潜んでいて、火入れ殺菌までの間に酒質を落としめ続けます。市場の生酛・山廃の酒に、時折そうした欠陥を感じることもあるのではないでしょうか。それはおそらく乳酸菌のハンドリングが十分でない酒だからなのかもしれません。こうした乳酸菌は別に珍しいものではなく、そこらじゅうにいます。ですから、我々も気を抜くとやられることがありえるので、全量生酛純米蔵となった今はたいへんナーバスになっている次第です。
以下の写真は、アルコール存在下で増殖できる乳酸菌がいるかどうかの検査試薬です。シャーレでの微生物培養と、この追加試験によって、この生酛における乳酸菌リスクはゼロと判断されました。
この生酛はこのうえなく完璧で、添加した酵母以外の生物は存在しないたいへん純粋なものでありました。

ここまで40日!! お役御免となりました、NEXT5共同醸造酒はきっと、素晴らしい出来になるでしょう。お疲れさまでした!!