さて、状貌は—-

米が浮き上がってきています。いわゆる「背負った(しょった)」
状態ですね。
温度は—–

どちらも6℃くらい。
まずまずです。順調なスタートではないでしょうか?
ただし、麹歩合と酒母が多い「α(アルファ)」のほうが、当たり前ですが、
相当に元気。もとから、半分くらいがきょうかい6号。あとは「六號改」というやや香り高い
6号の亜種なのですが、どちらも、一般的な吟醸酵母より、発酵力が強いです。
このままだと、保温がいらないような感じです。
ただ、タンクも小さいので、
マットを外して冷えすぎては、もろみがもたついて困ったりしかねないし。
どうしましょうか、悩みどころです。
さて、前回、「Ω(オメガ)」のほうの造り方で、
麹を水に漬けて酵素液を抽出して—-
という下りがありましたが、元ネタはなんですか? と蔵元さんから
お尋ねをいただきましたが、再掲になると思うのですが、
これですね。
↓
小穴富司雄(おあなとしお)先生が書かれた「経済と吟醸 酒造要訣」。
昭和26年(1951)の傑作。amazonでお買い求めください。
オール旧カナ使いで、漢字も旧字ですが、頑張れば読めますよ。
さて、この本の発刊の頃、時代は「吟醸」どころではありませんでした。
復興期で米がなく、純米酒など「米がもったいなくて」造れる環境ではとうていなかった時代です。
できるだけ米を使わない酒造りが尊ばれ、その究極の方法として、いわゆる「三増酒」が
開発されたのがこの頃です。
そのような状況で、あえて小穴先生が「吟醸」造りの本を書かれた理由は、
端的に、その「緒言」に書かれています。
「著者の考へるところでは清酒の生き方に二通りあると思ふ。
其1は米ばかりで造つた眞に優良吟醸酒
其2は増醸を目的とした経済的な大衆向きの酒
何れにして米から造る清酒は基礎の酒として誠に重大な使命を有するのであるから、
これが研究は益々疎かにできない。
著者が本書を草する所以もこの點を考へたからであつて、
本書の目的は一方は経済的の方角から、他方は吟醸の方角から清酒の造り方の眞髄を究明しようと
するにある」
思えば、戦争が日本酒を変えてしまったのです。
昭和12年(1937)、モロに戦中で、米不足になり、精白制限がかけられ、
昭和17年(1942)には、清酒醪にアルコールを添加して増産する方法が許され、ここにおいて
日本酒の根幹は完全に揺らぎました。
小穴先生は「数百年の伝統日本酒は一つの転換期を迎へるに至つた」とこれを述懐しています。
昭和24年(1949)には、
アルコールのほかに糖類・酸・アミノ酸・無機塩類等を加えたいわゆる3倍増醸酒
(増醸酒/三増酒<さんぞうしゅ>)が、普通酒の規格として認可されました。
これは、えー、なんと、つい4~5年くらい前まで続いていました(!)。
今は、普通酒規格においては、二倍増醸酒までが許されています。
「アルコール添加法や増醸法が徹底すればする程、在来酒の姿は変つて合成清酒に近い一種の酒に
なる。これは喜ぶべきことか悲しむべきことか、何れにしても清酒は重大な岐路に立つたと
いはざるを得ない」
この小穴先生。昭和五年(1930)に、
我が蔵から、きょうかい6号酵母を採取するに成功された技術者として有名です。
ただし、この本の発売時点では、すでに、きょうかい7号が長野「真澄」の蔵から
発見されています(発見採取は昭和21年=1946。思いっきり終戦直後に発見された
酵母なんですね)。
ちなみに、きょうかい7号は、前述のような、日本と日本酒のまさに一大転換期に、
彗星のように現れ、一気に普及した酵母です。
完全に吟醸向きがために、いい意味でも悪い意味でも、
線がどことなく細い「6号」と比べ、男性的。
発酵力も強く、酸が強く出て、骨格、香りともしっかりしているので、
アル添にもよく持ちこたえます。
この「経済と吟醸」でも、6号と7号が、基本的な酵母として考えられているようです。
となれば、これはもう私の蔵にはうってつけの技術講本なのですね。
(無論、昔の技術書なので、
現代の酒造方法とはまったく違った手法だらけですし、今となっては間違いも多いかもしれません。
ただし、昔とはいえ、しっかりした科学的手法での実験結果ですから、
見るべきところもたいへん多いのです。また、文章が素晴らしく、熱気にあふれ格調高いので、
読んでいて飽きません)
小穴先生は、私の生まれた1974年に、享年75歳で逝去されました。
そんな彼をリスペクトし、「酵素液仕込法」をこのたび採用。
清酒鑑評会に、「純米」「県産米100%」「六号酵母系」で挑むためであります!
(ただし、この「酵素液仕込法」を開発したのは、鹿又親先生。
「櫂で溶かすな、麹で溶かせ」という名言の生みの親です)
↓

なんだか、この手法だと「色沢端麗な雑味の少ない清酒」ができるというじゃありませんか。
本当かよ。まあ、理論的に考えても、
酵母に与えられる養分は少なくなるので、発酵は抑えられ、酸やアルコール度が低くなる
のは間違いないでしょう。
というわけで。
テキスト通り、5℃で数時間麹を漬けて、汁だけ汲み出したわけです。
こういう機会(『美山錦使って、純米酒で、しかも六号酵母で
出品酒造れ』というような難易度高い状況)でないと、なかなかできないことですね。
(清酒に限らず、あらゆる酒類では、溶解不足/栄養不足など、
危険を未然に防ぐため、必要最低限の酵素の使用は認められています。
こういう市販の酵素剤は使用しないのか? というようなアドバイスがあるかもしれませんが、
それでは、なんだかつまらない。よく出来た、実際の麹から採取したほうが、
自然で、味のまとまりある酒ができるのではないかな、と思います)
で、ライバル達は、今?
これは、鈴木隆(すずきたかし)杜氏の、「酒こまち」を使用した純米大吟醸
「梨花(りんか)Ⅱ」の威容。
↓
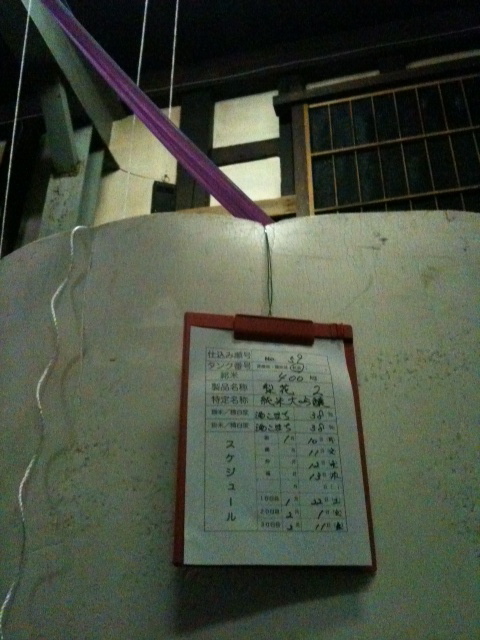
現在、最高温度ですね。
もろみ表面は、爽やかな鏡のように輝いて、穏やかな対流が見られます。
香りはやや控えめで、クリアーな味わいが、想像できる、申し分ない純米大吟醸になるでしょう。
↓

次は、古関弘(こせきひろむ)副杜氏の操る、県内最高級米「美郷錦」を使用した
「オクトパスガーデンⅡ」。
↓

香りが大変に華やかで、もろみ表面は溶けた米の皮がかかっています。
これも、順調な経過で進んでおり、まったく問題なく良酒となるでしょう。
↓

私のもろみも負けないように、良い酒にしないと—–
本日は、麹の泊まり番のため、もろみタンクも見回りができます。
うーん。保温がいるかいらないか、マットを剥がしておこうかどうか、
ずっと悩んでいます。
やっぱり、剥がしに行こう。